血袋自动线的焊接技术
.jpg)
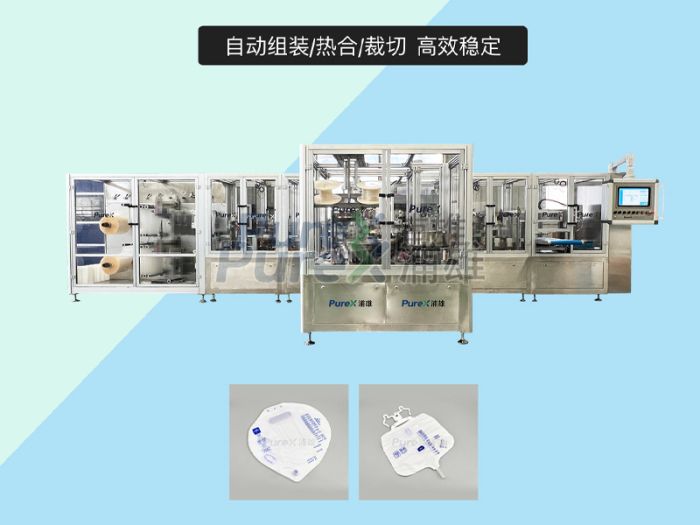
血袋自动线的焊接技术以高频电磁场熔接为核心,结合定制化模具与双工位同步作业,实现高效、稳定、无菌的血袋主体及管口密封。以下是详细介绍:
一、高频电磁场熔接原理
血袋自动线采用高频电磁场熔接技术,其核心原理是利用高频电流(如27.12MHz或40.68MHz)通过电子管时产生的高频电磁场,使PVC、PE等塑料材料内部的分子极化摩擦生热,实现快速熔接。这一过程无需额外粘合剂,焊接强度高,密封性好,且符合医疗级安全标准。
二、焊接设备与模具设计
-
高频焊接装置
设备配备真空电子管,输出功率稳定,振荡周率符合国际标准(如27.12MHz)。机头设计采用肘节推动杠杆原理,压力均匀可调,配合双重弹簧,确保焊接效果稳定。同时,设备设有高周波频率稳定器及屏蔽装置,将高频干扰降至最低,保障生产安全。 -
定制化模具
模具根据血袋规格(如50ml-3000ml)定制,支持单腔袋、双腔袋、避光袋等特殊结构。模具设计集成血袋主体、管口、挂孔等结构的焊接与裁切功能,一次成型,减少工序转换时间。例如,双腔袋模具需设计独立熔接区域,确保两腔体密封性互不干扰。
三、焊接工艺流程
-
膜材预处理
膜材经放料机构放出后,通过张力调节机构保持平整,避免褶皱或偏移。静电棒去除膜材表面静电,防止吸附灰尘。除异物机构清理膜材上的微粒,确保无菌环境。预处理装置对膜材进行预先切割,便于后续袋体成型与废料切除。 -
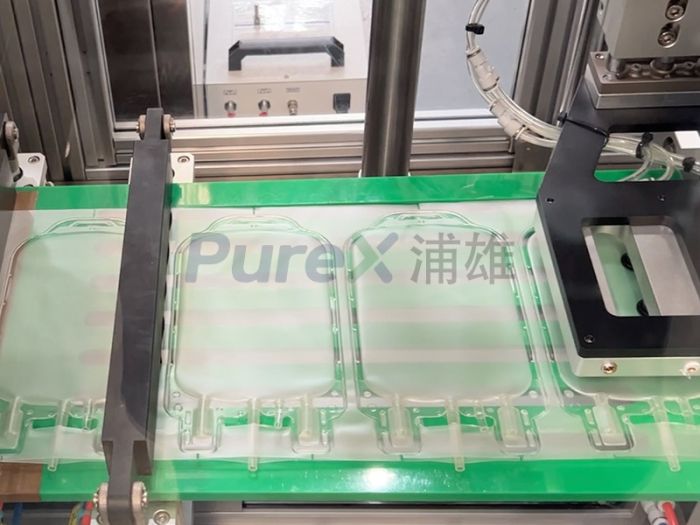
高频焊接与成型
- 管口焊接:机械臂自动抓取医用级导管(如PVC软管),精准插入血袋管口。高频焊接装置通过超声波或热熔技术实现导管与血袋的无泄漏密封,焊接强度符合医疗标准(通常需承受≥15N的拉力)。
- 主体焊接:上下两层膜材通过分离组件(如分膜板、吸盘组件)分离后,伸入上模具与下模具之间。模具合模时,头部焊接模块与尾部焊接模块同时工作,完成血袋头部与尾部的焊接。一次合模可同时对不同血袋完成头部和尾部的焊接,显著提高生产效率。
-
质量检测与分拣
视觉检测系统实时监测焊接质量,自动剔除不合格品(如焊缝微缝隙、欠熔接等),确保产品合格率≥99.7%。成品通过传送带输送至分拣区,按规格自动堆叠,完成全流程生产。
四、技术优势与应用场景
- 技术优势
- 高效生产:双工位同步作业(焊接与裁切工位独立运行)缩短单袋生产周期至3-5秒,单机产能达800-1200个/小时。
- 质量稳定:高频焊接强度高,密封性好,且焊接过程无化学物质残留,符合医疗级安全标准。
- 灵活适配:模块化设计支持快速更换模具与工艺参数,适配不同规格血袋或特殊需求(如双腔袋、避光袋)的生产。
- 应用场景
- 大规模献血活动:单机产能满足日采集5000袋血液的需求,缩短献血者等待时间。
- 特殊血袋生产:通过更换模具,同一生产线可生产用于血小板保存的避光袋或用于血浆分离的双腔袋,降低设备投资成本。
- 应急医疗救援:便携式血袋自动线可快速部署至灾区,现场生产符合标准的血袋,提升救援效率。